




















Specifications:
-
Size: 300 – 1500 mm
-
Purpose: Bulk material conveying
-
Voltage: 380V – 50Hz
-
Power: 2.2, 5.5, 7.5, 11, 18.5, 22 kW…
-
Length: 4, 5, 6, 8, 10, 15, 20 m
-
Material: Steel, Stainless Steel, …
-
Warranty: 12 months
In the context of rapidly growing industries, the demand for material handling equipment with high capacity, durability, and continuous operation capability is becoming increasingly critical. One of the optimal solutions chosen by many businesses is the screw conveyor.
This type of equipment is specially designed to meet the stringent requirements of production, from transporting hundreds of tons of raw materials per hour to reliable operation in harsh environments. With its robust construction, outstanding performance, and versatile applications, the Heavy-Duty Screw Conveyor is playing an increasingly important role in heavy industrial production lines.
Introduction to Heavy-Duty Screw Conveyor
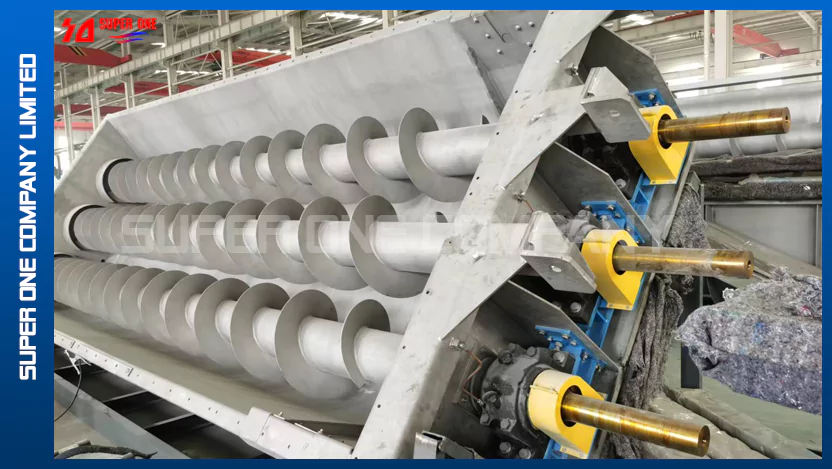
The Heavy-Duty Screw Conveyor is a specialized screw conveyor designed to transport extremely large volumes of materials in a short time. Unlike standard screw conveyors, this type features larger shafts, multiple shafts in some cases, and the ability to operate continuously under harsh conditions.
Thanks to its high durability and superior capacity, the Heavy-Duty Screw Conveyor is widely used in heavy industries where stability and absolute reliability are required.
Applications of Heavy-Duty Screw Conveyor
With outstanding performance and high flexibility, the Heavy-Duty Screw Conveyor is applied across many critical industries. It is an indispensable piece of equipment in large-scale factories and production plants, especially in operations that require continuous transport of massive quantities of material.
Key industries using Heavy-Duty Screw Conveyors include:
-
Cement industry: transporting clinker, limestone, bulk cement.
-
Steel and metallurgy industry: conveying ore, coke, metal slag.
-
Energy industry: transporting coal, biomass, and ash from industrial boilers.
-
Agriculture and animal feed: conveying corn, wheat, bran, and oilseed meal.
-
Chemical and fertilizer industry: conveying powders, granules, fertilizers, industrial salts.
-
Environmental sector: transporting sludge, solid waste, and fly ash from treatment plants.

Outstanding Technical Features
The Heavy-Duty Screw Conveyor is designed to meet the need for handling massive volumes of material in heavy industry. Compared with standard screw conveyors, it provides superior structural and operational advantages, enabling stable operation even under heavy and continuous loads.
Key features include:
-
Multiple shafts within a single trough, increasing conveying capacity.
-
Large dimensions, with screw diameters ranging from several hundred millimeters to over 1.5m.
-
Capable of conveying powders, granules, bulk materials, moist or sticky substances.
-
Significantly higher capacity compared to standard screw conveyors.
-
Durable, reliable design suitable for harsh environments.
-
Industry-specific options: heat-resistant, wear-resistant, and chemical corrosion-resistant designs.
-
Continuous, stable operation in heavy-duty industrial production lines.
-
Can integrate hoppers, discharge gates, and sensors for system automation.
-
Powerful drive system with high-capacity motors and specialized gearboxes.

When Should You Use a Heavy-Duty Screw Conveyor?
Not all situations require a Heavy-Duty Screw Conveyor. However, in certain cases, it is the optimal choice to ensure production efficiency.
You should use a Heavy-Duty Screw Conveyor when:
-
Handling extremely large volumes of materials (hundreds of tons per hour).
-
Increasing line capacity beyond the capability of standard screw conveyors.
-
Operating in harsh environments requiring durability, wear resistance, and heat resistance.
-
Running production lines continuously 24/7.
-
Needing a closed transport system to minimize dust and pollution.
-
Reducing manual labor and increasing automation in production.
Technical Construction of Heavy-Duty Screw Conveyor
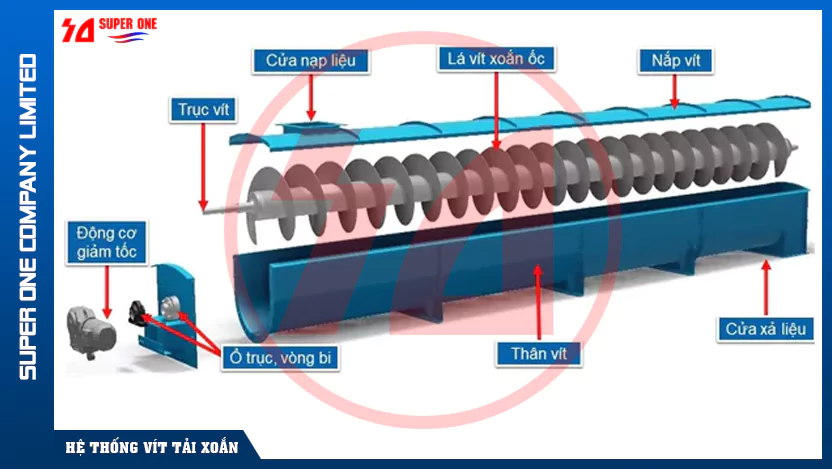
To ensure reliable operation in harsh conditions, Heavy-Duty Screw Conveyors are built with reinforced structures and components. A typical unit includes:
-
Screw shaft: made of alloy or carbon steel, fitted with screw conveyor flights.
-
Screw conveyor flights: single or double, thick, wear-resistant.
-
Casing (trough or pipe): made from SS400 steel, CT3, or stainless steel 304/316.
-
Bearings and intermediate hangers: reduce vibration and increase durability.
-
Motor and gearbox: high-power motors, planetary gearboxes if needed.
-
Inlet and outlet ports: customized according to plant layout.
-
Protective covers: ensuring safe operation.
Technical Specifications
Specifications vary depending on design requirements, but common standards include:
-
Screw diameter: 300 mm to 1500 mm.
-
Length: 2 m to 20 m (depending on factory layout).
-
Number of shafts: from 1 to multiple shafts in one trough.
-
Conveying capacity: hundreds of m³/h or more.
-
Materials: carbon steel, alloy steel, stainless steel 304/316 depending on environment.
-
Motor power: 1.5 kW to over 75 kW.
-
Screw speed: adjustable by inverter or gearbox.
Advantages of Heavy-Duty Screw Conveyor
Investing in a Heavy-Duty Screw Conveyor brings many long-term benefits:
-
Optimized transport efficiency.
-
Reduced labor costs.
-
Stable operation in harsh environments.
-
Extended lifespan thanks to wear- and stress-resistant materials.
-
Increased automation in production lines.

Limitations to Consider
Despite its advantages, the Heavy-Duty Screw Conveyor has some limitations:
-
Higher initial investment compared to standard screw conveyors.
-
Requires larger installation space, not suitable for confined workshops.
-
Requires periodic maintenance to ensure safe and reliable operation.
Contact Us – Super One
If your business is seeking Heavy-Duty Screw Conveyor solutions to improve production efficiency, contact us for detailed consultation.
Super One is a highly reputable manufacturer in designing and fabricating screw conveyors. With many years of experience, we are committed to providing high-quality products in diverse sizes and materials to meet all customer needs.
For detailed quotations on tubular screw conveyors and related products, please contact us for technical drawings and the earliest pricing support.


Screw conveyors

Screw conveyors

Screw conveyors
Screw conveyors
Screw conveyors
Screw conveyors

Screw conveyors

Screw conveyors